Koneistettavat osat
Koneistettavat piirteet ja muodot on pyrittävä standardoimaan, jotta niitä varten ei tarvita uusia työkaluja tai kiinnittimiä. Osa on suunniteltava valmistettavaksi yhdellä työstökoneella ja yhdellä kiinnityksellä. Sisänurkkiin kannattaa valita työkalun sädettä vastaavat pyö-ristykset ja ulkonurkkien pyöristyksiä on vältettävä (mieluummin viisteitä). Tiukat toleranssit kasvattavat kustannuksia, joten on syytä käyttää mahdollisimman väljiä toleransseja ja karkeaa pintaa.
Koneistettava tilavuus on pyrittävä pitämään mahdollisimman pienenä lisäämällä kappaleeseen mm. kevennyksiä. Monimutkaisia koneistuksia voidaan välttää mm. korvaamalla ne kokoonpanolla, mutta tässä kannattaa pitää mielessä samalla kasvavat kokoonpanokustannukset. Koneistettavan kappaleen kiinnitys on otettava huomioon jo suunnitteluvaiheessa ja mielellään siten, että kappale voidaan koneistaa yhdellä kiinnityksellä.
Koneistettavan osan valmistuskustannukset riippuvat pääasiassa aihion koosta ja materiaalista, poistettavan materiaalin määrästä ja tarkkuusasteesta, johon pyritään. Mitä suuremmasta aihiosta on kyse, sitä enemmän materiaali luonnollisesti maksaa. Myös materiaalin koneistettavuus vaikuttaa kustannuksiin siten, että helpommin koneistettavan materiaalin työstäminen kestää vähemmän aikaa.
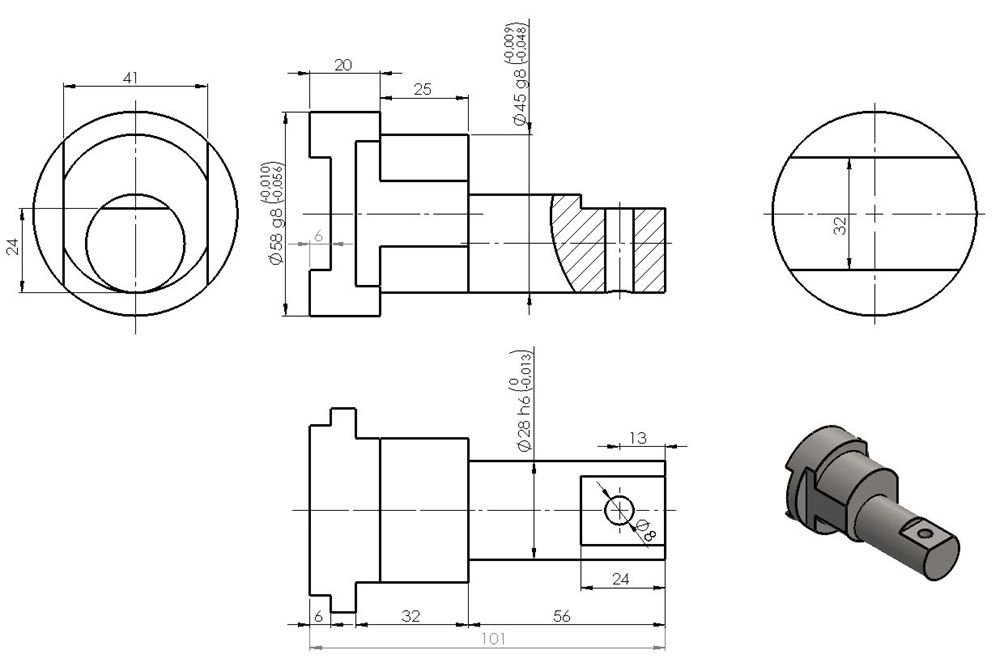
Kuvassa alla on kuvitteellinen esimerkki koneistamalla valmistettavasta kappaleesta. Kappaleen valmistamisessa tarvittavan aihion massa on reilu 2 kg (materiaali AISI 1020) ja koneistetun kappaleen massa 0,86 kg. Aihiosta jää siis jäljelle noin 40 % koneistuksen jälkeen. Yksittäiskappaleen valmistuskustannukset ovat arviolta noin 100 euroa (laskettu SolidWorks-costing sovelluksella). Materiaalin aiheuttama kustannus on tässä tapauksessa vain noin 2 euroa eli 2 %. Tämä johtuu siitä, että kappale joudutaan koneistamaan usealla kiinnityksellä ja jopa usealla koneella, jolloin erityisesti koneiden asetuksista aiheutuvat työvoimakustannukset muodostavat valtaosan. Toisaalta kappaletta kohden tulevat kustannukset pienentyvät rajusti eräkoon kasvaessa. Tämä johtuu pääosin työstökoneiden asetusaikojen pienentymisestä. Esimerkiksi 100 kappaleen erän koneistamisesta kustannuksia tulee arviolta yhtä osaa kohden vain noin 8 euroa (materiaalikustannus pysyy samana n. 2 €). Kappaleessa olevat toleranssipinnat lisäävät koneistuskustannuksia jonkin verran. Pelkillä yleistoleransseilla esimerkkikappaleen kustannus olisi yksittäiskappaleena noin 80 €. Kustannukset vaihtelevat toki voimakkaasti koneistettavan kappaleen mittojen, materiaalien ja muotojen mukaan. Tässä esitetyt euromääräiset arvot on tarkoitettu vain yleiskuvan muodostamiseen.
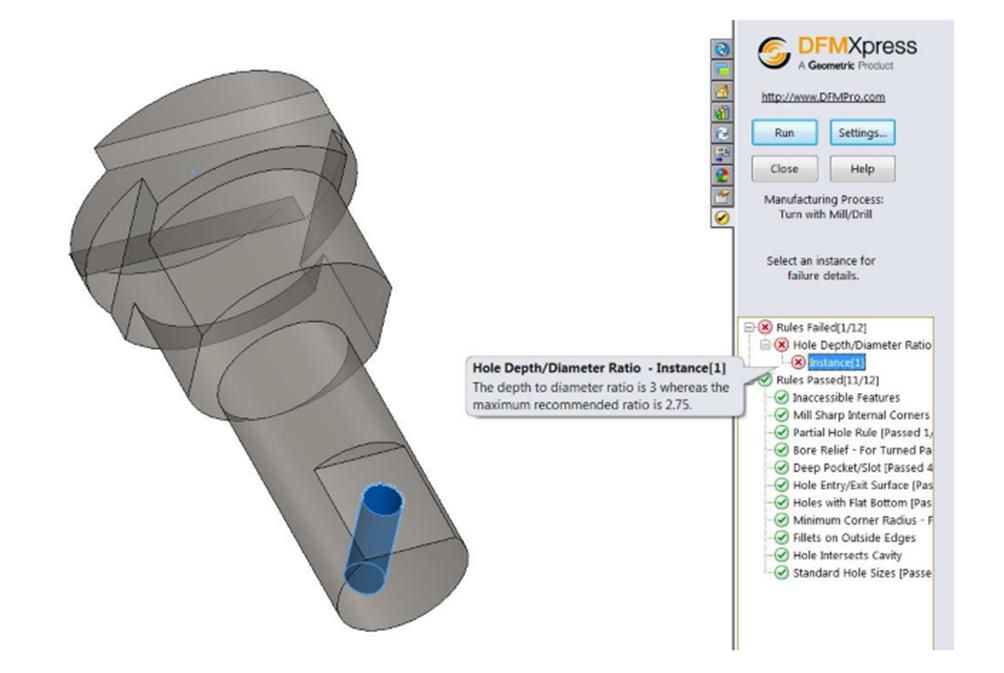
Osien valmistettavuutta voidaan analysoida erilaisilla ohjelmistoilla. Yksi tällainen on DFM PRO. Siinä analyysit perustuvat sääntötietokantaan, jota on mahdollista myös muokata yrityskohtaisesti. Analysointi tapahtuu valitsemalla ensin käsiteltävän kappaleen valmistusmenetelmä. Näitä on valittavissa yhteensä kuusi: jyrsintä, sorvaus, ohutlevy, ruiskupuristusvalu, kertamuottivalu ja kestomuottivalu. Kuvassa alla on esitetty em. koneistettavan kappaleen analyysi. Tällä kertaa valituksen aiheena ovat liian tiukat toleranssit. Ohjelman karsittu versio DFMXpress kuuluu osana SolidWorks-ohjelmis-topakettiin.